| 7-6. Ekonomiczne aspekty jakości ergonomicznej obiektu technicznego |
|
dr inż. Leonard Hempel - Politechnika Gdańska |
- określeniu strat, związanych z wpływem na człowieka niekorzystnych czynników, powstających podczas eksploatacji techniki,
- określeniu wpływu czynnika ludzkiego na wydajność pracy i efektywność „eksploatacji techniki”.
- straty ekonomiczne, których wielkość jest możliwa do oszacowania (np. niska wydajność produkcji spowodowana przemęczeniem, nadmiernym hałasem, złym oświetleniem, wysoką temperaturą, skutki wypadków przy pracy, choroby zawodowe, zwolnienia lekarskie)
- straty ekonomiczne, których wielkości nie można bezpośrednio oszacować (np. utrata zdrowia, duża płynność kadr, niszczenie materiałów, narzędzi i maszyn wskutek niedbalstwa i nielubienia swojej pracy)
- straty moralne, nie poddające się ekonomicznej wycenie (np. cierpienie, złe samopoczucie spowodowane przemęczeniem, niski etos pracy, brak poczucia podmiotowości, wzrost bierności i apatii, zanik potrzeby wartości wyższych).
- wykrycie rezerw wzrostu wydajności pracy
- projektowanie, badanie i eksploatacja techniki
- tworzenie systemów sterowania (nowe problemy w sytuacji wprowadzania nowych technik i technologii)
- trening i wdrożenie człowieka do systemu pracy
- ochrona pracy
- zadowolenie z pracy.
- Kompleksowa optymalizacja pracy - do tej klasy można zaliczyć zalecenia ukierunkowane jednocześnie na doskonalenie informacyjnych charakterystyk procesu i środków pracy oraz na poprawienie warunków pracy (np. unowocześnienie pulpitów sterowniczych, pieców hutniczych, wprowadzenie na statkach central manewrowo-kontrolnych).
- Optymalizacja struktury działalności - zawiera rekomendacje dotyczące integracji różnorodnych sygnałów w całościowy obraz, organizacji sensorycznych i motorycznych obszarów odpowiednio do algorytmów działania, strukturyzacji informacji (np. racjonalizacja marszrut operatorów podczas użytkowania gniazd obróbczych złożonych z wielu urządzeń).
- Optymalizacja parametrów pracy - zawiera zalecenia dotyczące parametrów pracy i odpoczynku czynnego oraz dostosowania ich do uciążliwości pracy.
- Obliczanie (uwzględnianie) właściwości obrazu, konceptualnego kodu (np. zalecenia przy stosowaniu kodów, integracja sygnałów w całościowy obraz, wprowadzenie polifunkcjonalnej klawiatury).
- Wzmocnienie cech rozpoznawczych, to znaczy cech rozróżniających obiekty i ich elementy - zawiera zalecenia dotyczące wzmocnienia percepcyjnej rozróżnialności sygnałów i zapewnienia możliwości prognozowania stanu sterowanego procesu (np. wymagania dotyczące wymiarów, kształtów, kolorów, informacyjności).
- Poprawienie procesu szkolenia i treningu - zawiera zalecenia, oparte na psychologicznej analizie działalności operatorów, dotyczące działań zmierzających do optymalizacji nauczania i treningu (np. wprowadzenie symulatorów i trenażerów zmniejszyło liczbę błędów popełnianych przez operatorów i jednocześnie obniżyło koszt ich szkolenia).
- Uwzględnianie właściwości pamięci operatora - klasa ta zawiera zalecenia dotyczące blokowania błędnych (pomyłkowych) lub niedokładnych działań operatora, identyfikacji i standaryzacji sposobów odtwarzania (przedstawiania) informacji i organów sterowania (np. odciążenie pamięci długotrwałej operatorów przez właściwe powtarzanie znaków drogowych).
- Optymalizacja tempa i szybkości pracy - zawiera rekomendacje związane z poszukiwaniem racjonalnych czasów wykonania poszczególnych operacji (np. dopasowanie szybkości transporterów w liniach produkcyjnych do możliwości operatorów, stabilizacja rytmu pracy).
- Poprawianie samoregulacji działania - zawiera zalecenia dotyczące wzmocnienia sprzężenia zwrotnego z wykorzystaniem zasad samoregulacji działania (np. wprowadzenie specjalnych przyrządów narzucających optymalne programy przebiegu procesu technologicznego).
- roczny efekt ekonomiczny
- współczynnik efektywności ekonomicznej
- okres opłacalności dodatkowych nakładów (np. na projektowanie ergonomiczne).
- wzrostu wydajności pracy
- zmniejszenia (wyeliminowania) braków
- zmniejszenia liczby błędów
- poprawy jakości wyrobów
- zmniejszenia liczebności personelu (operatorów)
- wyeliminowania strat czasu
- wzrostu zysku.
- zmniejszenie strat czasu roboczego
- zmniejszenie liczby eksploatatorów, w tym operatorów
- podniesienie niezawodności systemu „człowiek - obiekt techniczny”
- przedłużenie efektywnego czasu eksploatacji systemu
- obniżenie nakładów związanych z chorobami zawodowymi i wypadkami przy pracy
- zmniejszenie wydatków związanych z płynnością kadr spowodowaną niedogodnymi warunkami pracy
- umowne „zwolnienie” pewnej liczby systemów C - OT wskutek poprawienia wydajności pracy w pozostałych systemach.
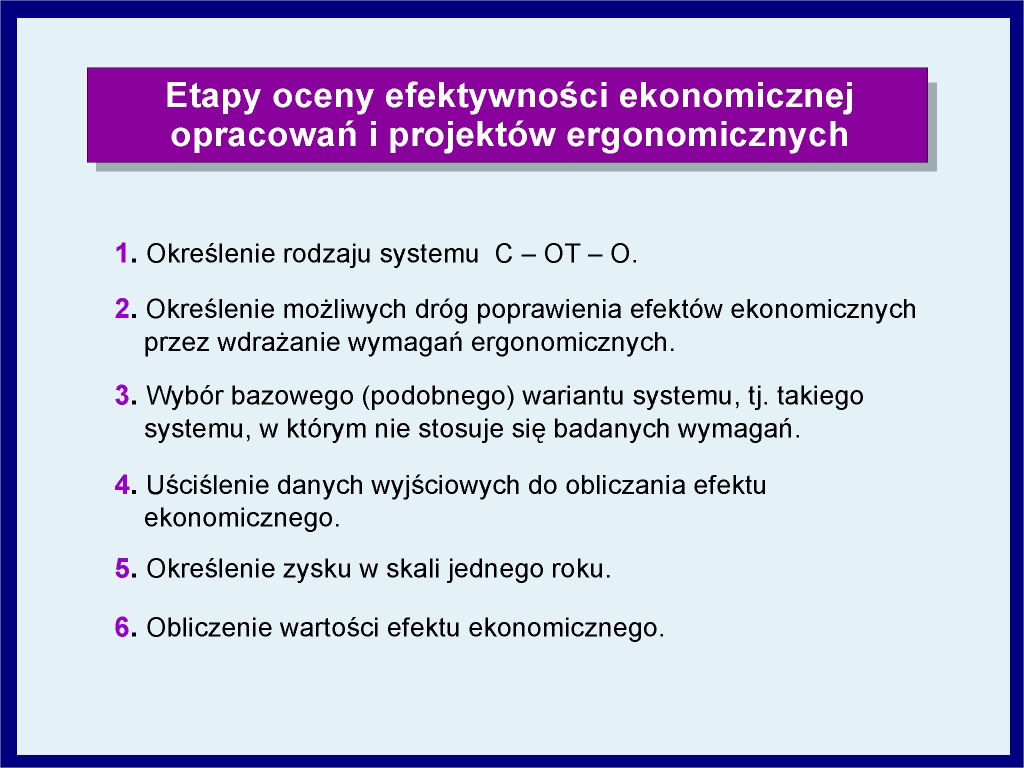
- Określenie rodzaju systemu C - OT - O.
Dla potrzeb oceny efektywności można wyróżnić trzy rodzaje systemów [6]:
- systemy, których działanie przebiega wg ściśle określonych technologicznych
harmonogramów (np. dyspozytornie siłowni, zautomatyzowane linie
produkcyjne); cechą tych systemów jest to, że operator nie może
dowolnie regulować tempa i rytmu swojej pracy; o wydajności procesu
decyduje szybkość przebiegu procesu technologicznego;
systemy, w których operator może sam zmieniać tempo i rytm swojej działalności; od tych zmian zależy jego wydajność i wielkość wykonywanej pracy (np. systemy transportowe, systemy przetwarzania informacji);
- systemy pośrednie, z określoną wcześniej ilością pracy do wykonania; operator może zmieniać rytm i tempo pracy, ale zmiany te mają niewielki wpływ na ostateczną wydajność procesu i ilość wykonanej pracy (np. rolnik nie może zasiać więcej pola niż ma).
Ta klasyfikacja systemów jest również pomocna w poszukiwaniu źródeł poprawy efektywności pracy systemów „człowiek - obiekt techniczny”.
- systemy, których działanie przebiega wg ściśle określonych technologicznych
harmonogramów (np. dyspozytornie siłowni, zautomatyzowane linie
produkcyjne); cechą tych systemów jest to, że operator nie może
dowolnie regulować tempa i rytmu swojej pracy; o wydajności procesu
decyduje szybkość przebiegu procesu technologicznego;
- Określenie możliwych sposobów poprawienia efektów ekonomicznych
przez wdrażanie wymagań ergonomicznych. Wybór sposobu jest ściśle
uzależniony od rodzaju systemu C - OT - O.
Wybór bazowego (podobnego) wariantu systemu, tj. takiego systemu, w którym nie stosuje się badanych wymagań. Służy on do określania różnic nakładów i zysków związanych z wprowadzeniem wymagań ergonomicznych.
Uściślenie danych wyjściowych do obliczania efektu ekonomicznego. W przypadku braku dokładnych danych prowadzi się obliczenia szacunkowe.
Określenie zysku w skali jednego roku.
- Obliczenie wartości efektu ekonomicznego.
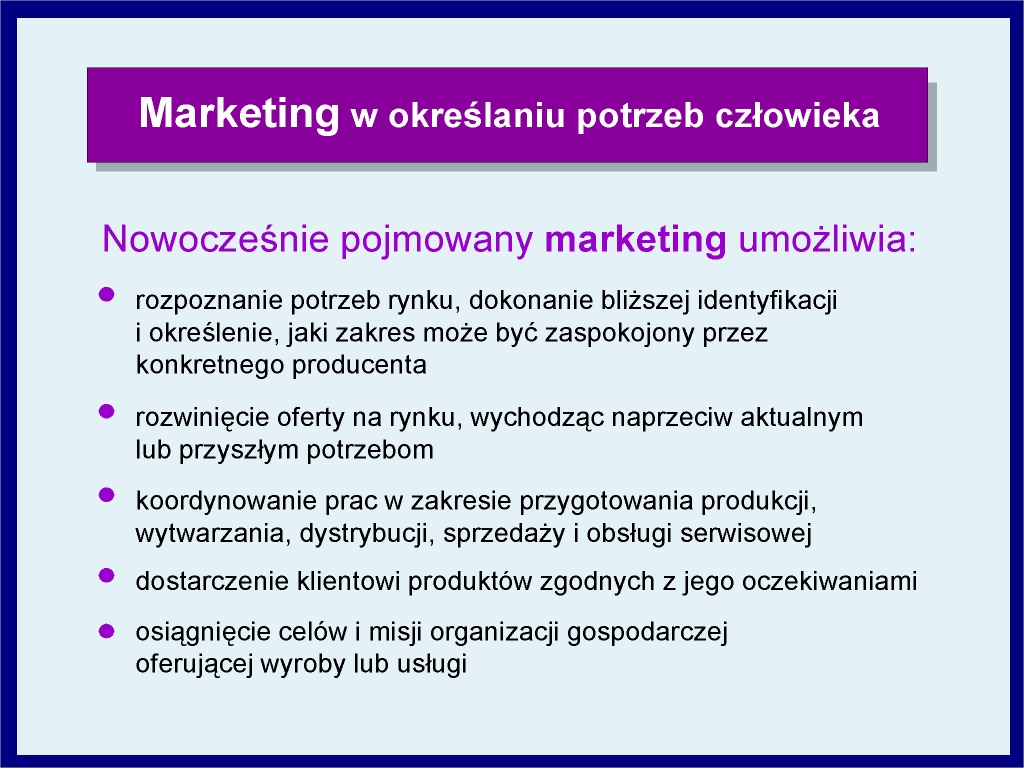
- rozpoznanie potrzeb rynku, dokonanie bliższej identyfikacji i określenie, jaki zakres może być zaspokojony przez konkretnego producenta
- rozwinięcie oferty na rynku, wychodząc naprzeciw aktualnym lub przyszłym potrzebom
- koordynowanie prac w zakresie przygotowania produkcji, wytwarzania, dystrybucji, sprzedaży i obsługi serwisowej
- dostarczenie klientowi produktów zgodnych z jego oczekiwaniami
- osiąganie celów i misji organizacji gospodarczej oferującej wyroby lub usługi.
- aktualny, perspektywiczny stan technik wytwarzania, przygotowania produkcji, dystrybucji i serwisu
- charakterystyki produktu jako przedmiotu sprzedaży i eksploatacji
- poziom ceny i jej konkurencyjność
- potencjał aktywności i skuteczności ludzi zajmujących się sprzedażą i będących w stałym kontakcie z klientami
- potencjał aktywności i skuteczności reklamy.
- potrzeby fizjologiczne umożliwiające człowiekowi przetrwanie, do tego potrzebne są: żywność, woda, powietrze
- potrzeby bezpieczeństwa, takie jak mieszkanie, dom, schronienie, zdrowie
- potrzeby socjalne, człowiek chce być szczęśliwym, czuć się wygodnie, być atrakcyjnym, kochanym, akceptowanym przez środowisko
- potrzeby osobiste, jak: wykształcenie, nauka, kultura, rozrywka, sport
i wypoczynek.
- technicznych
- ekonomicznych
- ergonomicznych i ochrony pracy
- ochrony środowiska
- społeczno-politycznych
- realności realizacyjnej.
| 7-6.1. Jakość |
Jakość w przemysłowym procesie realizacji potrzeb jest określana jako cecha uwzględniająca stopień zaspokajania potrzeb nie tylko eksploatatora (użytkownika, konsumenta), lecz także innych uczestników procesu realizacji [4] ( 7-6. slajd 2).
7-6. slajd 2
Jakość jest właściwością obiektu technicznego, gdyż stanowi specyficzną relację obiektu technicznego do człowieka („odbiorcą” jakości jest człowiek).
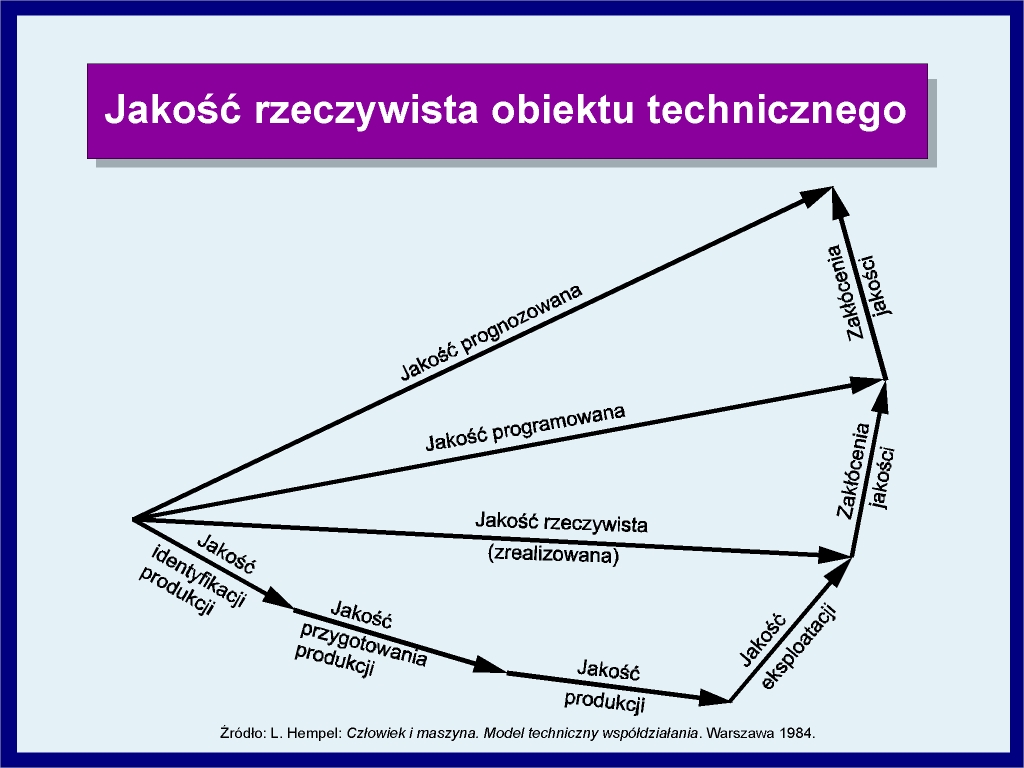
Oceniając jakość należy uwzględnić fakt, że jakość rzeczywista jest wypadkową wielu jakości, jakie obiekt uzyskuje w poszczególnych fazach procesu realizacji (7-6. slajd 3).
(7-6. slajd 3)
Ponieważ jakość jest relacją obiektu technicznego do człowieka, to zawiera w sobie pewną dozę subiektywizmu. Każdy obiekt techniczny dla różnych ludzi ma inną jakość. Jest to związane z cechami estetycznymi obiektu i osobniczymi kryteriami wartości, za pomocą których człowiek ocenia dany obiekt.
| 7-6.2. Ekonomiczne aspekty jakości |
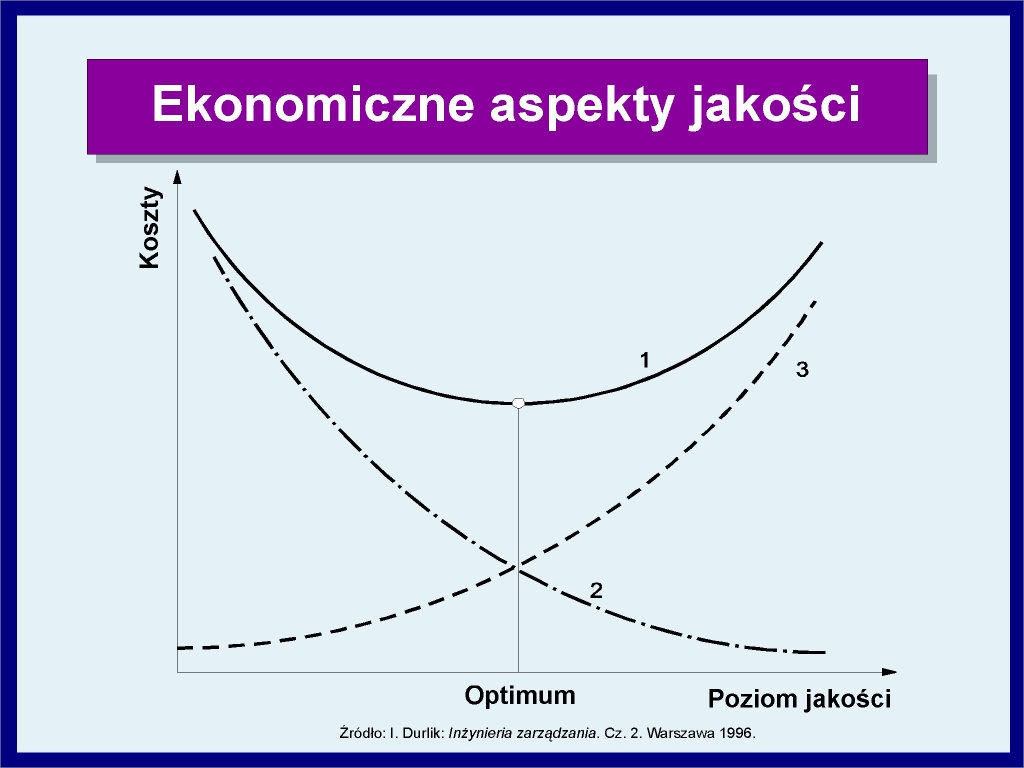
Analizując jakość obiektu technicznego należy pamiętać, że na obecnym poziomie rozwoju technicznego nie można dokonywać ocen bez uwzględniania kryteriów wynikających z racji ekonomicznych. Wysoka jakość wymaga nakładów na jej uzyskanie. Istnieje optymalny poziom jakości ze wzglądu na koszt ( 7-6. slajd 4).
7-6. slajd 4
Wpływ ergonomii na efektywność ekonomiczną nie jest do końca określony. Jeden ze sposobów badania wpływu czynnika ludzkiego na efektywność polega na:
Zbyt niski poziom ergonomicznej jakości obiektów technicznych (w stosunku do oczekiwań użytkowników) jest źródłem wielu dodatkowych kosztów i strat - zarówno ekonomicznych, jak i społecznych. Można je podzielić na trzy kategorie [3]:
| 7-6.3. Efektywność działań ergonomicznych |
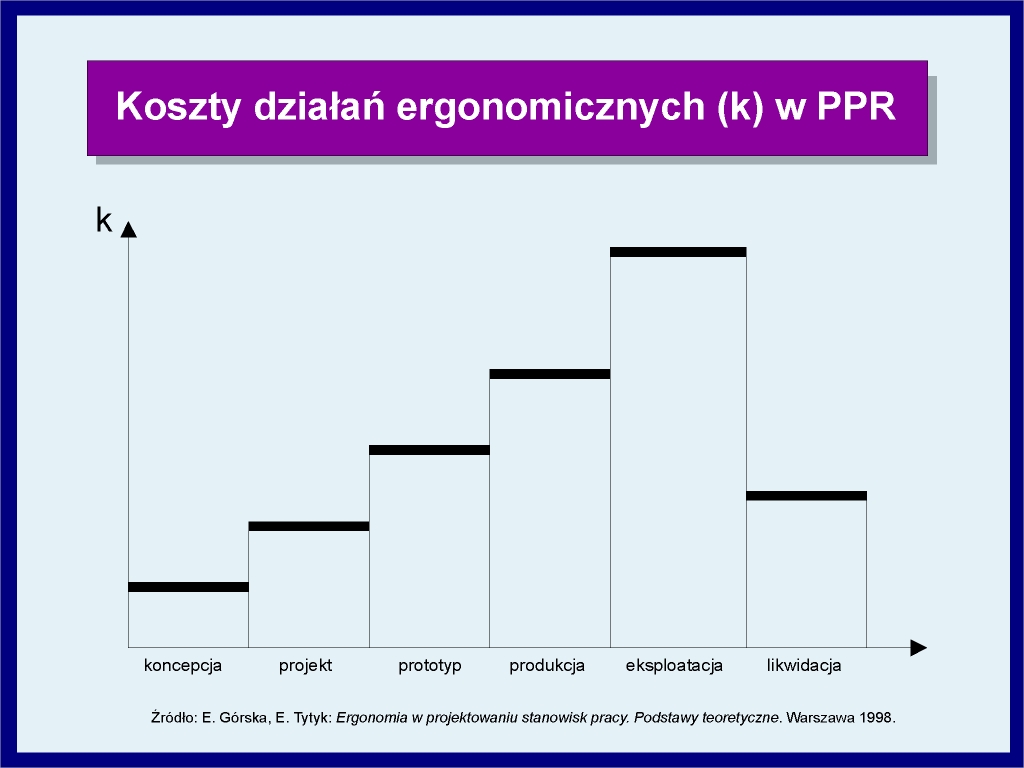
Jeżeli działania zmierzające do zwiększenia ergonomiczności obiektów technicznych prowadzone są we wczesnych fazach przemysłowego procesu realizacji potrzeb, to ich efektywność jest największa [3]. Na foliogramie 7-6. slajd 5 przedstawiono porównanie kosztów działań ergonomicznych w ważniejszych fazach procesu realizacji. Jak widać, najwięcej kosztują działania w fazie (użytkowania) eksploatacji.
7-6. slajd 5
| 7-6.3.1. Źródła poprawy efektywności |
Źródeł poprawy efektywności systemów C - OT - O należy szukać analizując podstawowe zadania ergonomii, którymi są ( 7-6. slajd 6):
7-6. slajd 6
| 7-6.3.2. Klasy zaleceń poprawy efektywności działań ergonomicznych |
Na efektywność wprowadzania wymogów ergonomii ma wpływ spełnienie wielu różnych zaleceń, które można pogrupować w następujące klasy [5] ( 7-6. slajd 7, 7-6. slajd 8):
7-6. slajd 7
7-6. slajd 8
| 7-6.4. Określanie efektu ekonomicznego projektowania ergonomicznego |
Jak już wspomniano, wprowadzenie w życie ergonomii, humanizacji techniki i bezpieczeństwa pracy pociąga za sobą wzrost nakładów. Nakłady te, niekiedy bardzo wysokie, są jedną z przyczyn opornego wprowadzenia wymagań ergonomii do projektowania.
Jedną z dróg podnoszenia ekonomicznej efektywności jest określenie źródeł jej powstawania i metod jej oceny. Zadaniem projektowania systemów antropotechnicznych jest również zagwarantowanie, aby poniesione nakłady przyniosły w przyszłości jak największe efekty.
Do oceny efektywności projektowania ergonomicznego można stosować następujące miary:
Określając roczny efekt ekonomiczny należy brać pod uwagę wzrost nakładów kapitałowych na stworzenie systemu C - OT - O, wzrost kosztu własnego produkcji, zwiększenie nakładów kapitałowych na eksploatację. Wszystko to powinno rekompensować obniżenie wydatków eksploatacyjnych.
Do oceny ilościowej, w przypadku braku danych, mogą być zastosowane różnice pomiędzy nakładami na system bazowy (podobny) i nakładami na system opracowywany za pomocą projektowania ergonomicznego. Podstawowy efekt uzyskuje się w sferze użytkowania systemu, tzn. podczas zaspokajania określonej potrzeby społecznej. Otrzymany efekt można odnieść do poniesionych kosztów, aby otrzymać wskaźnik efektywności ekonomicznej oraz okres opłacalności nakładów dodatkowych związanych z projektowaniem układów antropotechnicznych.
| 7-6.4.1. Sposoby podnoszenia efektywności projektowania |
Jednym ze sposobów skracania czasu projektowania układów antropotechnicznych (projektowania ergonomicznego), które wydłużają czas projektowania klasycznego, jest zastosowanie technik komputerowych. Są one szczególnie przydatne przy projektowaniu stanowisk pracy, pulpitów sterowania itp. Należy przy tym pamiętać, że z chwilą zastosowania komputerów w projektowaniu powstał nowy układ „człowiek - komputer”, pojawiły się nowe problemy związane z rozdziałem funkcji.
Innym sposobem podwyższania efektywności projektowania ergonomicznego jest zastosowanie fizycznych i matematycznych modeli działalności operatora. Ma to szczególnie duże znaczenie przy projektowaniu złożonych systemów C - OT. Zastosowanie takich modeli pozwala również na zwiększenie niezawodności projektowanych systemów.
Ekonomiczne rezultaty wynikające ze stosowania projektowania ergonomicznego można określać pośrednio za pomocą porównywania wskaźników dotyczących:
Zwiększenie efektywności nakładów związanych z zastosowaniem osiągnięć ergonomii można uzyskać przez ( 7-6. slajd 9):
7-6. slajd 9
| 7-6.4.2. Proces oceny efektywności opracowań i projektów ergonomicznych |
Proces oceny efektywności ekonomicznej opracowań i projektów ergonomicznych składa się z następujących etapów [5] ( 7-6. slajd 10):
7-6. slajd 10
| 7-6.5. Marketing w określaniu potrzeb człowieka - użytkownika i ocenie jakości ergonomicznej produktu |
Marketing jest filozofią zarządzania i sterowania organizacją gospodarczą przyjmującą sytuację rynkową za przesłankę do różnokierunkowego działania wewnętrznego i zewnętrznego. Nowocześnie pojmowany marketing umożliwia [2] ( 7-6. slajd 11):
7-6. slajd 11
Człowiek realizuje swoje potrzeby w następującej kolejności (hierarchii):
Aby opracować efektywny plan działania (projekt) należy poznać i zrozumieć środowisko pracy (otoczenie wewnętrzne) i otoczenie zewnętrzne.
Podczas analizy otoczenia zewnętrznego obowiązuje hasło: musisz wiedzieć wszystko o swojej konkurencji, aby pozyskać klientów.
| 7-6.6. Ogólne zasady oceny projektów |
Projekt stanowi propozycję inwestycyjną służącą stworzeniu lub rozwinięciu możliwości produkcji wyrobów lub usług w określonym czasie. Ponadto projekt stanowi wystarczający materiał, na podstawie którego może być wykonana analiza i ocena przedsięwzięcia. Jest to zwykle analiza szacunkowa, a ocena ma najczęściej charakter porównawczy. Ocena projektu dokonywana jest wg kryteriów ilościowych:
oraz wg kryteriów niewymiernych:
Ergonomiczność wyrobów obok jakości i ochrony środowiska należy do głównych kryteriów oceny technicznej projektów.
Jakość jest określona zbiorem realnie uchwytnych kryteriów i stanowi miarę zbliżenia do doskonałości. Szeroko rozumiana jakość obejmuje również ergonomiczność, a coraz częściej w literaturze pisze się o jakości życia jako o dyscyplinie najszerzej ujmującej zagadnienia humanizacji techniki (7-6. slajd 12).
(7-6. slajd 12)
Spełnienie wymagań bezpieczeństwa pracy i ergonomii stopniowo przestaje być traktowane jako humanitarny gest dobrej woli, a staje się kategorią ekonomiczną, co zapowiada rozwój dziedzin nauki i praktyki związanych z tym zagadnieniem [1].
Najnowsza strategia produkcji zakłada „najpierw zadowolenie klienta, a potem zysk”. Jest to obecnie najlepsza metoda walki z konkurencją.
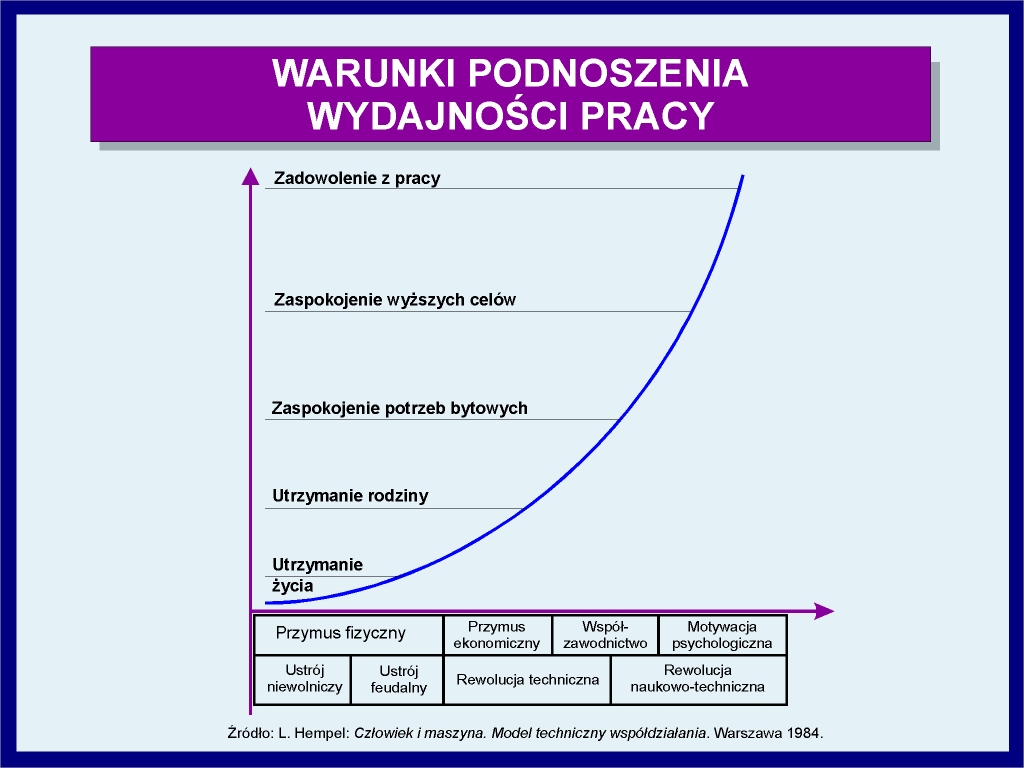
Uważa się, że gwarancją osiągnięcia najwyższych jakości w dobie rewolucji naukowo-technicznej są motywacje psychologiczne. Na foliogramie 7-6. slajd 13 przedstawiono schematycznie warunki zwiększania wydajności pracy, przy jednoczesnym zachowaniu wysokiej jakości.
7-6. slajd 13
| 7-6.7. Literatura |
- Bezpieczeństwo pracy i ergonomia. Red. nauk. D. Koradecka. T.1-2. Warszawa, CIOP 1999.
- Durlik I.: Inżynieria zarządzania. Cz. II. Warszawa, Placet 1996.
- Górska E., Tytyk E: Ergonomia w projektowaniu stanowisk pracy. Podstawy teoretyczne. Warszawa, OWPW 1998.
- Hempel L.: Człowiek i maszyna. Model techniczny współdziałania. Warszawa, WKiŁ 1984.
- Smirnov B.A. i inni: Inżyniernaja psichołogija. Ekonomiceskije probliemy. Moskva, Ekonomika 1983
- KOWAL E.: Ekonomiczno-społeczne aspekty ergonomii, Wydawnictwo Naukowe PWN, Warszawa - Poznań 2002
- SŁOWIKOWSKI J.: Planowanie i osiąganie wysokiej jakości ergonomicznej wyrobu. Materiały XI międzynarodowej Konferencji „Zintegrowane systemy zarządzania w przemyśle”, Dziwnówek, marzec 2001, Prace Naukowe Politechniki Szczecińskiej Nr 565, Inżynieria Jakości, Szczecin, 2001, s.339-354.